
下記の記事で、アンテナの設計図をGPT-5が描けるかを試し、canvasは、簡単な構造物の概略図は描けるが、機械図面のような精密な図面作成には向かないことが分かった。今回は、部品等の図面作成ではなく、部品等の構造のデータ(3Dプリンタ用のデータ)をGPT-5が作成できるかを調べてみた。
(注)本記事の内容は正確性を保証するものではない。
GPT-5で3Dプリンタ用のデータを作成できるか
GPT 5 Thinkingの回答
できます!STL / 3MF / OBJ などの3Dプリンタ用データを、要件に合わせて設計・出力します(基本はSTL)。
寸法・公差・材料(PLA/ABS/PETG/TPU)・積層方向・必要強度などを前提に、以下のような部品を作成可能です。
- 小物:キャリブレーションキューブ、スペーサー、治具、ケーブルクリップ
- 家電・DIY向け:ブラケット、L字金具、棚受け、ねじ・ナット用アダプタ
- 電子工作:センサ用マウント、ケース、配線ダクト、スタンド
- RF/アンテナ系:簡易ジグ、エレメント間スペーサー など
まずはデモとして「20mmキャリブレーションキューブ(STL)」を用意しました。
プリンタとスライサーでそのまま読み込めます(単位:mm)。
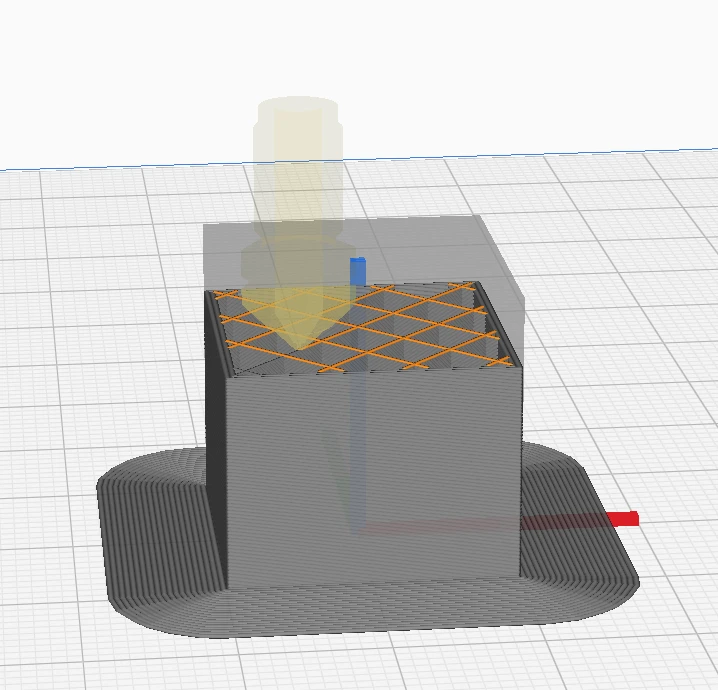
(スライサーのレイヤービュー)
進め方(こちらで設計まで対応)
- 使い道とサイズ:外形寸法・取付穴位置・板厚・クリアランス(FDMなら嵌合は±0.2〜0.4mmを目安)
- 造形条件:ノズル径、レイヤー高、インフィル率、サポート要否、ブリム/ラフト有無
- 強度と向き:荷重方向、割れやすい層間を避ける造形向きの指定
- 書き出し:STL(mm)を基本に、必要なら3MF/OBJや、寸法入りの図面も添付可能
作ってほしい形状(用途・寸法ラフでもOK)を教えていただければ、こちらでモデル化してSTLをお渡しします。
スケッチや写真に寸法を書き込んだものがあれば、より正確に仕上がります。
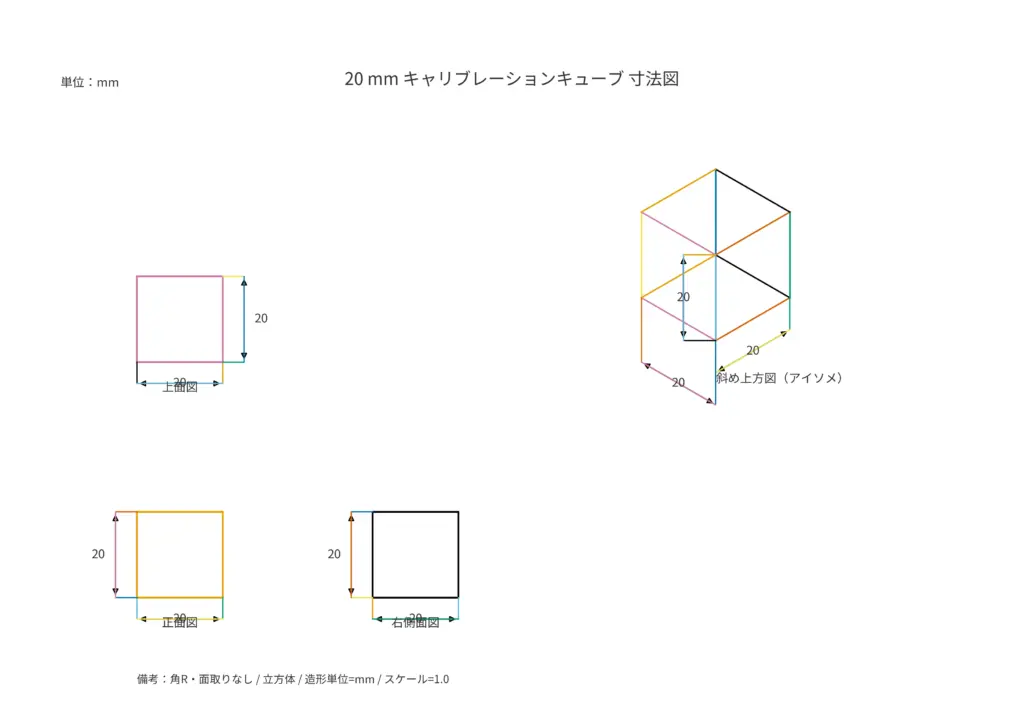
(追記)本記事の目的から外れるが、寸法入りの図面も作成してもらった。
「寸法入りの図面も添付可能」とのことですが、「20mmキャリブレーションキューブ(STL)」の寸法入りの図面を作成してください
GPT 5 Thinkingの回答
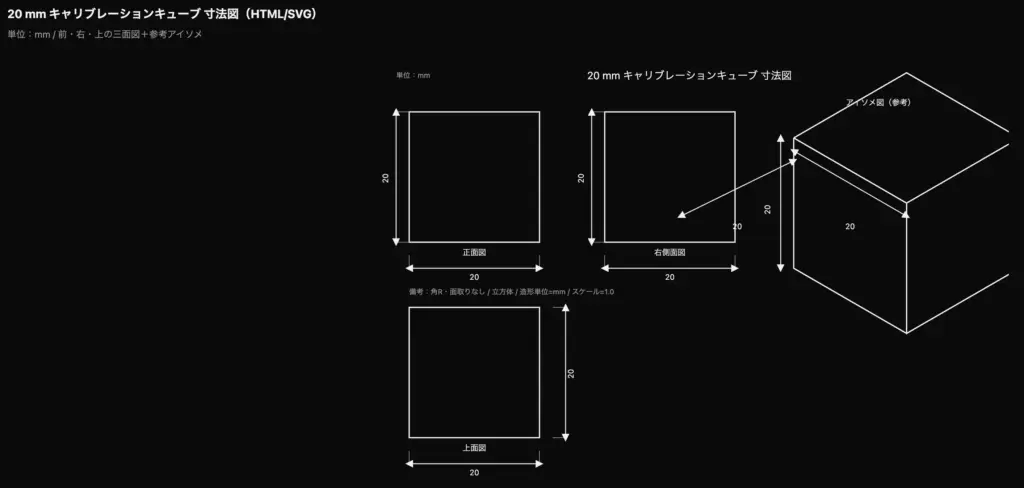
アイソメ図の一部欠損や寸法線の位置ずれ発生
出力されたSTLファイルをスライサー(Ultimaker Cura)で開いたところ、確かにキューブのSTLデータが作成されていることが確認できた。
また、STLを基本にした「寸法入りの図面」については、一応、三面図とアイソメ図を作成することができた。ただしPNG版は日本語文字化けの修正が必要で、HTML版はアイソメ図の位置やサイズの修正が必要。
STL作成に使える入力ファイルの形式は?
どのような形式のファイルがあれば、STL形式のファイルが作成できますか
GPT 5 Thinkingの回答
はい、STL作成に使える入力ファイルは複数あります。精度・作業効率の観点で「推奨順」に並べます。
推奨順(上ほど望ましい)
- 3D CAD中立フォーマット
- STEP (.step/.stp)(最優先)、IGES (.iges/.igs)、Parasolid (.x_t/.x_b)
- 形状が正確に渡せます。単位は mm 指定で書き出してください。
- ネイティブCADデータ
- Fusion 360 (.f3d/.f3z)、SolidWorks (.sldprt)、FreeCAD (.FCStd)、Onshape(共有リンク)、Inventor (.ipt) など
- 可能なら参照コンポーネント・パラメータも含めてください。
- 2D図面+仕様
- DXF/DWG(外形・穴位置・曲線の実寸)、PDF(寸法・公差入り図面)
- 厚みや押し出し量、面取り/フィレット半径、勾配などの“3D化条件”を併記してください。
- ベクタ形状・スケッチ
- SVG(レーザー輪郭やプレート部品などの2Dから押し出し)、画像(PNG/JPG)に手書き寸法入り
- 画像は必ず 基準寸法(例:長辺=120mm など)を明記。
- スクリプト/メッシュ等
- OpenSCAD (.scad)、Blender (.blend)(単位=mm/スケール=1.0)、OBJ/PLY(リメッシュや肉厚化が必要な場合あり)
追加でいただきたい情報(STL精度・造形成功率が上がります)
- 単位:mm 固定でOK(別単位の場合は必ず明記)
- 公差/はめ合い:嵌合クリアランスの希望(FDM目安:±0.2〜0.4mm)
- ネジ/穴仕様:呼び径(例:M3貫通φ3.2、下穴φ2.5+タップM3)、皿/ザグリ寸法、ピッチなど
- 肉厚/リブ:最低肉厚、補強の要否
- 面取り/角R:例)C0.5、R1 など
- 強度・荷重方向:造形方向の指定(層間割れ回避)
- 仕上げ:サポート面が隠れる向き、意匠面の指示
- 材料想定:PLA/ABS/PETG/TPU、想定温度環境
- スライサー前提:ノズル径(0.4mm等)、レイヤー高、インフィル率、サポート要否
図面テンプレ(テキストでOK)
部品名:〇〇ブラケット
単位:mm
外形:120 × 40 × 6(厚み)
穴:φ4.2(M4ボルト用) × 2 ピッチ=80、基準辺からのオフセット=10
面取り:C0.5(全周)
R:内角R1
公差:±0.2(重要部±0.1)
嵌合:相手部品とのクリアランス0.3
造形方向:Z方向に高さ6(層間が荷重と直交)
材料:PETG
仕上げ:意匠面=下面(サポート痕なし)迷ったら:
- 写真に寸法を書き込んだJPG/PNGや、簡単な手書きPDFでも大丈夫です。こちらでモデリング→STL化します。
- 既存部品の実測値リスト(CSV/メモ)でもOKです(例:穴中心間、段差、突出し高さなど)。
用意できる形式を教えていただければ、そのまま受け取ってSTLに仕上げます。
「写真に寸法を書き込んだJPG/PNG」からでもSTLファイルを作成できるようなので試した。
寸法を書き込んだ写真からSTLデータが作成できるか
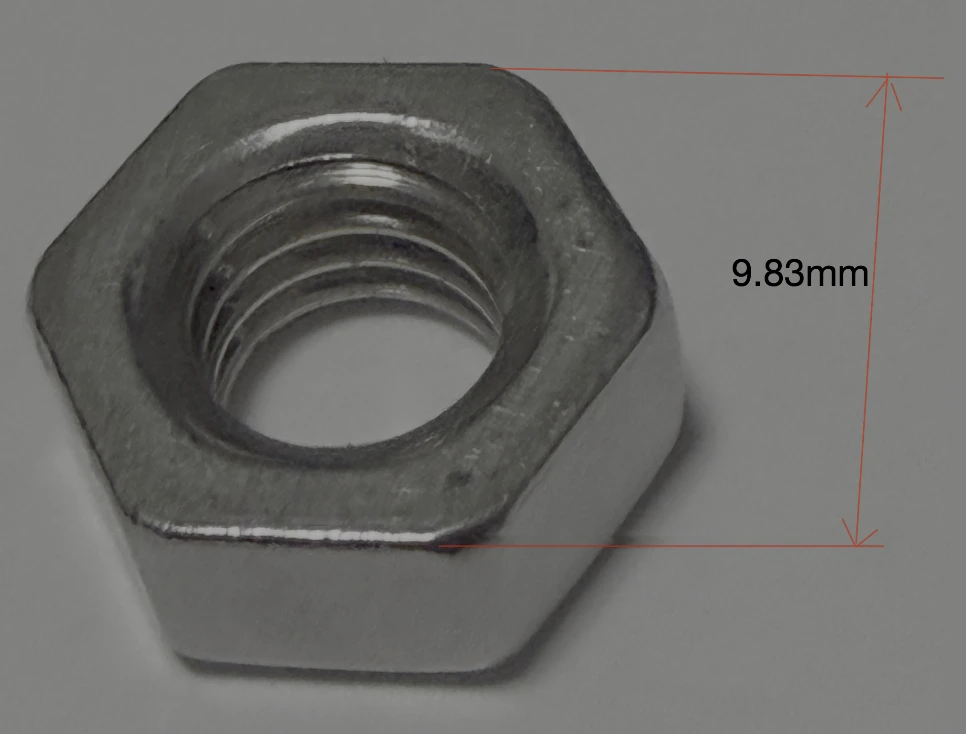
添付画像(下記の画像)は、M6のナットの画像です。この画像からSTLファイルを作成してください
GPT 5 Thinkingの回答
作成しました。まずは「ねじ山なし(内径5.0 mmの貫通穴)」の M6六角ナット(ISO相当:二面幅10 mm/厚さ5 mm) のSTLです。3DプリントやCADでの当たりを付ける用途に使えます。
仕様
- 二面幅(AF):10.0 mm
- 厚さ:5.0 mm
- 穴径:5.0 mm(M6×1の“谷径”相当。ねじ山は未再現)
- 形状:外周は正六角、穴は円形、上下面とも面を閉じたソリッド(プリント可)
補足
- 添付写真だけでは厳密な寸法や面取り量、ねじ山形状を復元できないため、ここでは標準寸法の簡易モデルで出力しています。
- ねじ山(M6×1)を“実ネジ”としてモデル化したSTLも作れます。
必要でしたら、以下のどれで作るか教えてください(こちらでそのまま生成します):
- 実ねじ(60°三角ねじ)を内側にヘリカルで作成
- プリント向けに若干緩め(例:有効径+0.15~0.25 mm)
- 面取り寸法(例:外周C0.5、穴側C0.3 など)
また、写真上の「9.83 mm」の寸法をどの方向の長さとして反映したいか(厚さ・二面幅など)を指示いただければ、その値に合わせたバリエーションも即座に出力します。
ねじ山(M6×1)を“実ネジ”としてモデル化したSTLを作成してください。
9.83mmは、二面幅(並行な2面の距離)の実測値です
GPT 5 Thinkingの回答
“実ネジ”の M6×1 内部ねじを持つナット(二面幅 9.83 mm、厚さ 5.0 mm)を作成しました。
内部ねじは単条・ピッチ1.0 mm、内径 D1=4.773 mm(ISOメートルねじの基本寸法)を使用しています。
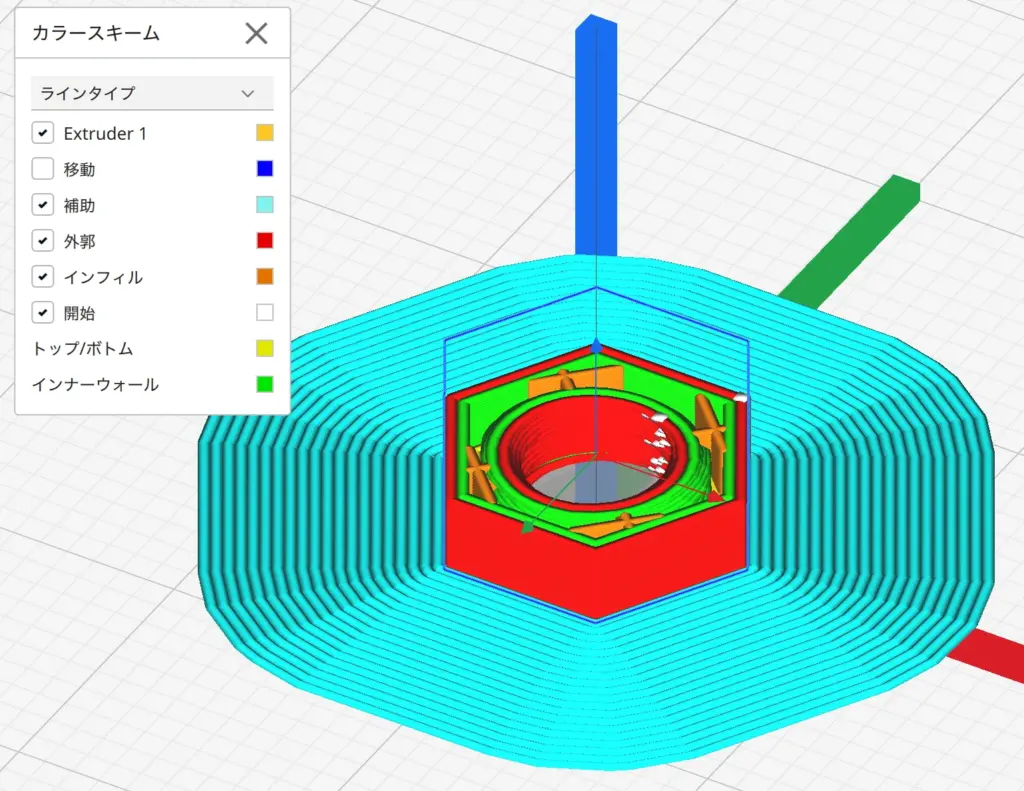
モデル仕様
- 二面幅(AF):9.83 mm(ご指定)
- 厚さ:5.0 mm
- ネジ仕様:M6×1(単条)
- ねじ山:60°V形状のヘリカル(実ネジ近似)
- 主要径(内ねじ):6.0 mm
- 谷径(内ねじ):4.773 mm
- 形状:外周は正六角、内部はヘリカルねじ形状、上下面は閉じたソリッド(プリント可)
注意点
- 3Dプリンタによっては、実機ボルト(外ねじ M6×1)との嵌合には若干のクリアランスが必要になる場合があります。
合わない場合は、内ねじの有効径側に +0.15〜0.25 mm 程度のオフセットを掛けた版をすぐに出力できます。 - 面取り(外周C、穴側C)を付けた改良版も作れます。希望寸法があれば指示してください。
ナットデータ作成の特別なノウハウがなくても、手元にあったナットの写真(実寸法追加済み)に基づいてSTLファイルを作成できることが確認できた。(実用に耐えるかは現物確認要)
また、「ISOメートルねじの基本寸法」をGPT 5 Thinkingが補ってくれるので楽にデータ作成できる。
(AIのありがたみ)
まずは簡単な構造物からと思ってナットを選んだが、GPT 5 Thinkingは真面目に「ねじ山」について検討してくれた。
ねじ山は実ネジであるとして作成依頼したが、GPT 5 Thinkingは、実際の印刷を考慮し、「プリント向けに若干緩め(例:有効径+0.15~0.25 mm)」のデータ作成も提案してくれた点が優秀。
「写真に寸法を書き込んだJPG/PNGや、簡単な手書きPDFでも大丈夫です。こちらでモデリング→STL化します。」とのことなので、別途、より複雑な構造物の写真や、簡単な手書きPDFで、STLファイル作成能力を確認したい。
日本語の自然言語からSTLデータを作成できるか
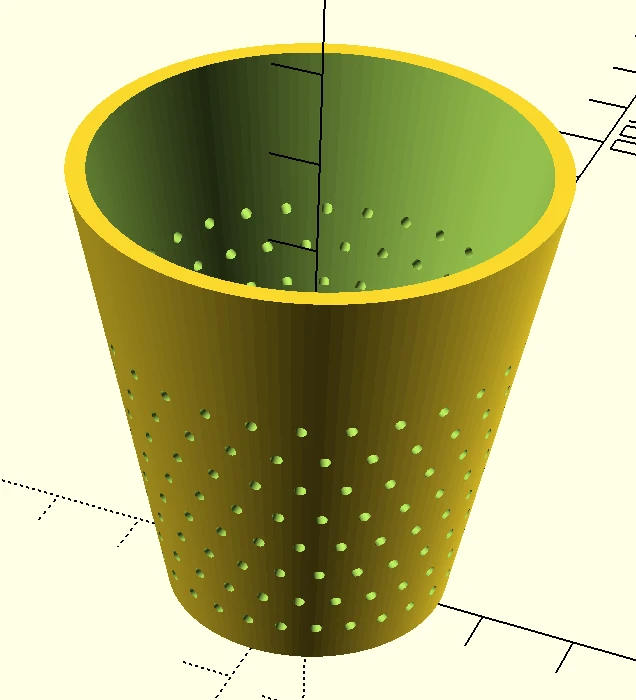
円柱形の植木鉢(上端の外径円の直径5cm、下端の外径円の直径3cm、高さ5cm)の3DモデルのSTLファイルを作成してください。その際、水はけがいいように、植木鉢の側面に、土は外側に出にくいが、水は外側に出るような微小穴を多数作成してください
GPT 5 Thinkingの回答
STLの完成データを書き出せる OpenSCAD スクリプト(.scadファイル)を用意しました。
お手元のOpenSCADで開き、「F6(CGALでレンダリング)」→「STLで書き出し」でSTLを作成してください。
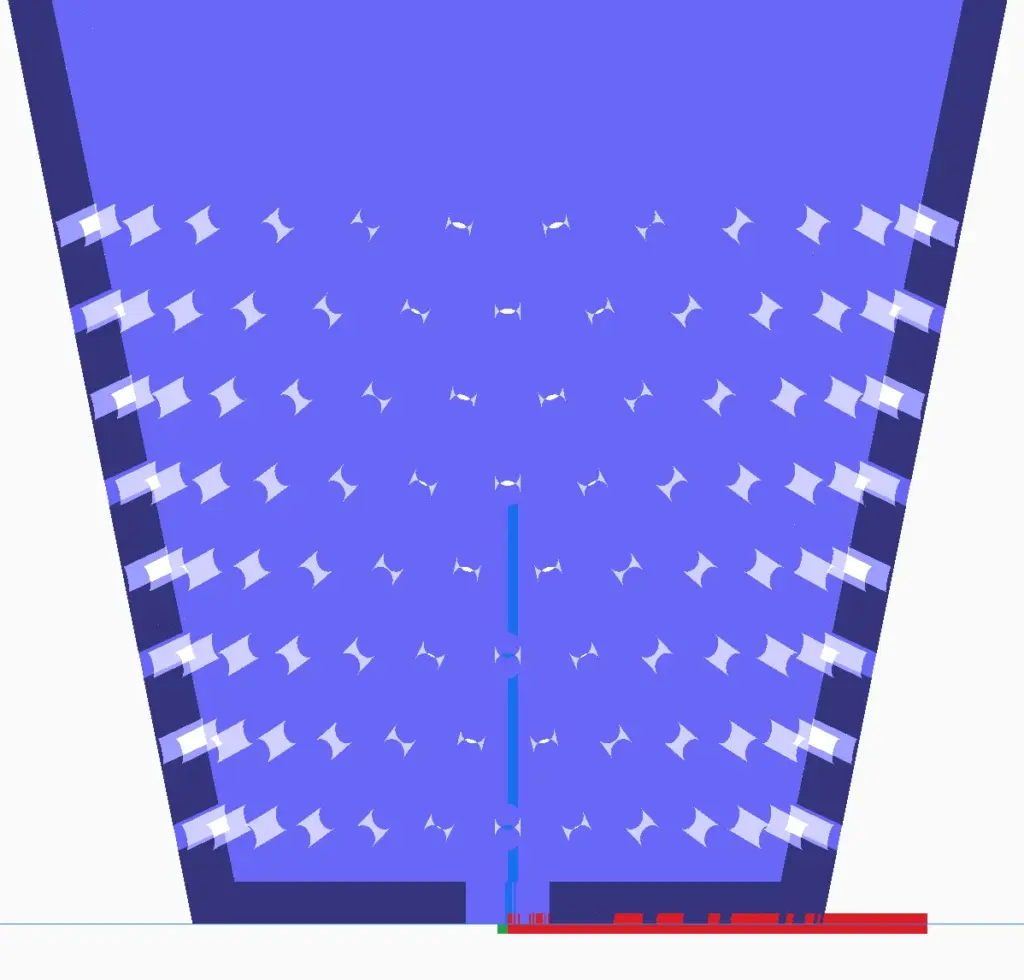
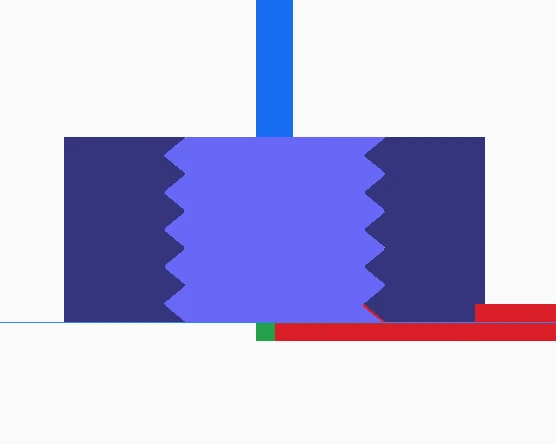
(STL化しスライサー透視ビューで表示)
仕様(初期値)
- 外形:上端φ50 mm、下端φ30 mm、高さ50 mm(ご指定どおり)
- 肉厚:2.0 mm(
wall) - 底板厚:2.0 mm(
bottom_thick) - 側面の微小穴:直径1.2 mm(
hole_d)、8段 × 28個/段=計224個
下部65%の高さ範囲に千鳥配置(交互に位相を半分ずらし、土が出にくく水が抜けやすいパターン) - 底面:中央に排水穴φ4 mm(任意)
使い方(OpenSCAD)
- 上の
.scadを開く - 必要ならパラメータ(トップの値)を変更
- 例:壁厚を 2.4 mm →
wall = 2.4; - 穴径を 1.0 mm →
hole_d = 1.0;
- 例:壁厚を 2.4 mm →
- F6でレンダリング → メニューから「Export → Export as STL」
3Dプリントのコツ
- 積層:0.16–0.20 mm、外周2–3本、トップ/ボトム5層程度
- 素材:PLA/ PETG 推奨(屋外ならPETG)
- サポート:不要
- 充填率:15–25%(底板下の密度確保のため)
- 目詰まり対策:微小穴が小さいため、初回は穴径を1.2–1.4 mm程度で試し、実機に合わせて微調整してください。
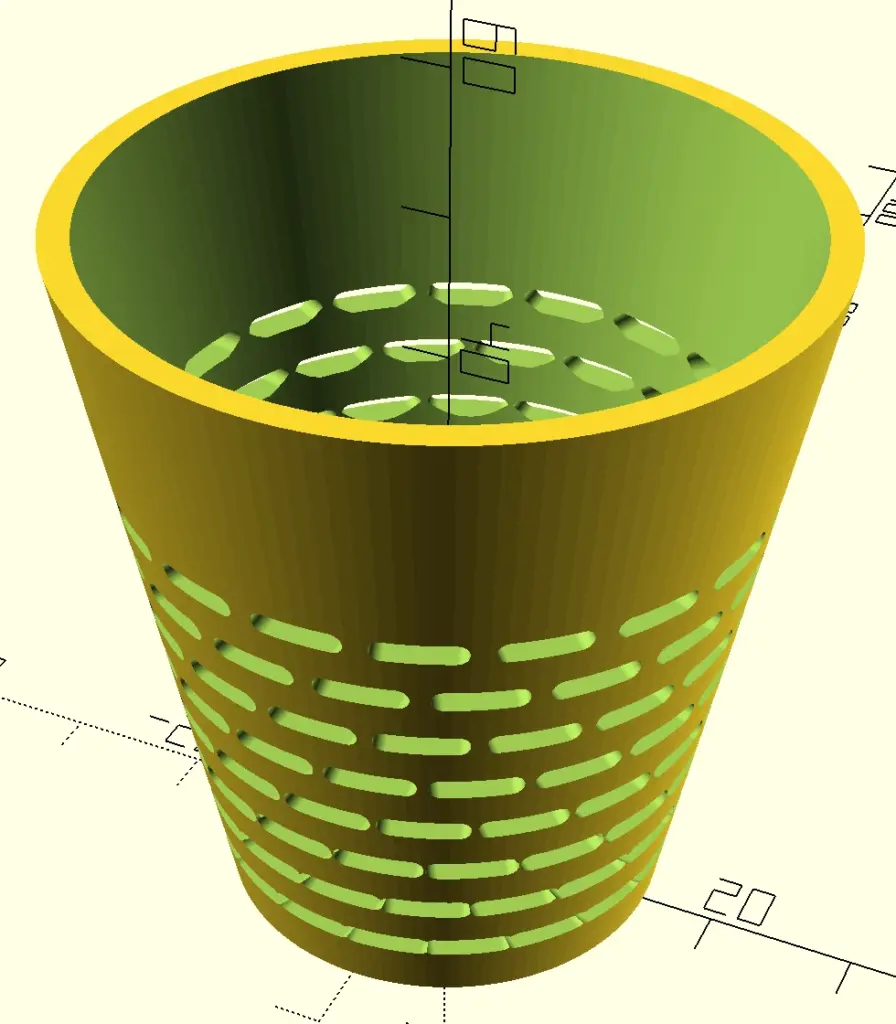
別パターンの穴(スリット、傾斜穴など)や、サイズ・肉厚の変更版が必要なら、このまま調整版もお作りします。
作成してもらった植木鉢は、側面の上方側には微細孔がなく、下方側に微細孔が設けられていました。
これはなぜですか
GPT 5 Thinkingの回答
理由は、こちらで「排水性は確保しつつ、土の保持・強度・印刷成功率を優先」する設計にしているため、意図的に下側(鉢の下部 65%)だけに開口を集中させているからです。
下側に集中させた主な理由
- 土の流出を抑える:上部に穴があると、灌水時や移動時に土がこぼれやすくなります。
- 水はけの実効性:重力で水は下へ集まるため、下部の開口でも排水・通気は十分に効きます。
- 構造強度の確保:上縁(リム)~上部壁は鉢の剛性に効くため、穴を空けないほうが割れにくいです(特にFDM)。
- 印刷安定性:上部に多数の小孔・スリットがあると、ブリッジや細壁が増え、造形失敗や反りの原因になります。
- 乾燥しすぎを防ぐ:上部に穴が多いと、用土の乾燥が早まり管理がシビアになります。
配置範囲を変更する方法(OpenSCADのパラメータ)
両方のスクリプト(スリット・傾斜穴)に共通で、次の2つが穴の高さ範囲を決めています。
rings_span_ratio = 0.65; // 下部に集中させる割合(0~1)
ring_z_offset = 2.5; // 底からの立ち上がり(mm)- 鉢の全高に均等配置したい →
rings_span_ratio = 1.0;にして、ring_z_offset = 0~1.0;程度へ。
(例)rings_span_ratio = 1.0; ring_z_offset = 1.0; - 上半分にも入れたい(上下均等ではなく、やや多めを下に残す) →
rings_span_ratio = 0.85~0.9;を目安に。 - もっと下側だけに絞る →
rings_span_ratio = 0.4~0.5;に下げる。
※ rings(段数)や holes_per_ring / slits_per_ring を増やせば密度が上がります。
※ リムの割れ防止のため、最上段は上端から2~3mmはあけるのが安全です(必要なら ring_z_offset を小さく、rings_span_ratio を1.0にしつつ、最上段だけスキップするロジックも追加可能)。
必要なら、上部専用の細孔帯(例:上部10~20mmだけに小孔を追加)や、上部はスリット・下部は傾斜穴などの複合配置版も作ります。どう分配したいか(高さ範囲・密度・穴径/スリット寸法)を指定してください。
植木鉢の側面に形成した微小孔は、土中への酸素供給にも効果がありますか
GPT 5 Thinkingの回答
はい、効果があります。
側面の微小孔は、土中のガス交換(酸素の取り込み・二酸化炭素の放出)を助け、根の呼吸や根毛の発達を促します。
特に鉢の下部は水が滞留しやすく、空気中に比べて水中の酸素拡散は非常に遅いため(桁違いで遅い)、側面孔があると“行き場のない二酸化炭素”が抜け、過湿部の酸欠を緩和できます。
どんなメリットが出やすいか
- 排水+通気で根腐れ予防:滞留水を減らし、過湿ゾーンを縮小。
- 根張りの改善:鉢壁に沿った“サークリング根”が減り、細かい根が増えやすい。
- 用土温度変動時の入れ替え促進:昼夜の温度差や風で、わずかな対流・拡散が起こる。
注意点(設計・運用)
- 乾きやすさ:通気が増える=乾燥も早まるので、灌水頻度やマルチングで調整。
- 目詰まり:微粉の多い用土だと孔が塞がり効果減。中粒主体+パーライト等を混和すると通気が安定。
- 孔の形状:
- 微小穴(φ1.0–1.4 mm)は土流出が少なく通気可。
- 下向き傾斜穴は雨・灌水時の逆流を抑えつつ排水性◎。
- 縦スリットは通気量が大きく、乾きやすい(夏向き/多肉向け)。
- 配置:下部中心(今回の設計のように下側65%)は、排水・通気効率と強度の両立に有利。
上部にも通気を足したい場合は、密度を落として上部に1–2段だけ追加が無難。 - 土止め:心配なら内側に不織布(薄手の鉢底シート)を帯状に貼ると、通気を確保しつつ微粉の漏れを抑えられます。
まとめ
- 側面の微小孔は酸素供給の実効性を高めるうえ、過湿による酸欠を防ぐのに有効。
- いっぽうで乾燥は早まるため、用土設計と水やりを合わせて調整すると最も効果的です。
- 用途に応じて、傾斜穴/スリット/孔径・段数/高さ範囲を微調整するとベストな通気・保水バランスに寄せられます。
簡単な構造物なら、日本語の自然言語で.scadファイル及びSTLファイルが作成できることが確認できた。
また、3Dプリンタでの印刷や実使用を考慮した配慮(底板の密度確保、目詰まり対策、千鳥配置、適切な肉厚設定)がされているのが優秀。(AIのありがたみ)
さらに、さまざまな要因を考慮し、意図的に下側だけに開口を集中させる形状を提案してくれたことが優秀。
仕様の項に、「下部65%の高さ範囲に千鳥配置」と記載されていたが、その理由は、ユーザーが聞かないと答えてくれなかった。
AIにプラスアルファを期待するなら、目的・背景など(今回の場合は、制作物は植木鉢であるということ、3Dプリンタで造形するということ、水はけをよくしたいという要望など)を具体的に伝えることが重要なようだ。
AIで作成した3Dモデルデータに基づくSTLファイル作成検討
次は、AIで作成した3Dモデルのデータを使って、STLファイルを作成できるか(3Dプリンタで印刷できるか)について調べた。
(GPT 5 Thinkingで3Dモデルのデータを作成できるかの確認も含む)
AIで3Dモデルを作って、3Dプリンタで印刷することはできますか
GPT 5 Thinkingの回答
はい、できます。
ざっくり言うと「AIで3D形状を作る → STLにする → スライサーでG-code化 → 3Dプリンタで印刷」という流れです。
典型ワークフロー
- 発想・素材集め
- テキスト指示、ラフスケッチ、写真などを用意。
- AIで3D化
- テキスト→3D:文章からベース形状を自動生成(後でCADで寸法調整)。
- 画像/写真→3D:写真から立体化(フォトグラメトリやNeRF系→メッシュ化)。
- 図面→3D:寸法入りの図面をAI支援付きCADで立体化。
- 仕上げ(必須)
- Blender/Fusion 360等で穴埋め(watertight)、面の法線修正、薄すぎる壁の補強、スケール=mm確認。
- 寸法部品はパラメトリック化(後から数値で調整できるように)。
- STL出力
- 三角形数を適切に(細かすぎると重い、粗すぎると形が崩れる)。
- ネジやはめ合いはクリアランス(FDMなら±0.2〜0.4 mm目安)を確保。
- スライス & 印刷
- Cura/PrusaSlicer等でレイヤー高、壁数、インフィル、サポート、温度を設定。
- 初回は小型テスト片で当たりを取るのがコツ。
AIを使うと便利な場面
- 形状のたたき台作成(有機的・装飾的な形)。
- 写真からの“だいたいの形”復元。
- 既製パーツの寸法パラメータ入力→自動建模(例:ボックス、ブラケット、ケース、スペーサーなど)。
注意点(3Dプリント前提)
- はめ合い:実測+試作で合わせる(公差は素材・プリンタ個体差で変動)。
- オーバーハング:45°超はサポートか、分割して接着。
- ネジ:FDMで実ネジを印刷するならピッチや谷径に余裕を。タップ/熱圧入ナットの方が安定することも多い。
- 強度:荷重方向に対してレイヤー割れが出ない造形方向を選ぶ。
もし具体的に「この部品を作りたい」「寸法はこれ」という情報や参考写真があれば、ここでSTL用の元データ(例:OpenSCADのパラメトリックコード)を作成します。
まず何を作りますか?(用途・おおよその寸法・材質/プリンタ種別がわかると最短で形にできます。)
AIを使って、テキスト(文章からベース形状を自動生成)、画像/写真(写真から立体化(フォトグラメトリやNeRF系→メッシュ化))、図面(寸法入りの図面をAI支援付きCADで立体化)により、STL用の元データが作成できることが確認できた。
次に3D化の具体的手順、ツールについて確認した。
「AIで3D化」の手順を具体的に教えてください。使用するツールについても説明をお願いします
GPT 5 Thinkingの回答
了解です。用途別に「AIで3D化」を具体的な手順とおすすめツールでまとめました。
最短でSTLに持っていける実務フローだけに絞っています。
1) テキスト → 3Dメッシュ(アイデア出しに最適)
用途:装飾品・マスコット・プロトタイプ形状の“たたき台”
代表ツール
- Meshy(Web):文章やラフ画像からメッシュ+PBRテクスチャを自動生成。OBJ/GLB出力→BlenderでSTL化。
- Luma AI / Genie(Web):テキスト→3D(+テクスチャ)。GLB出力→BlenderでSTL化。
- Shap-E / GET3D 系(OSS/研究):ローカル実行も可だが上級者向け。
手順(Meshy例)
- Prompt入力(日本語OK、寸法や部位名をなるべく明記)。
- 生成プレビューで気になる箇所を再生成(手足の厚み、開口部など)。
- GLB/OBJでダウンロード。
- Blenderで開く → 余計なマテリアル削除 → スケールをmm基準に調整 → Solidifyで肉厚確保 → 法線一致(Recalculate Outside)。
- 3D Print Toolboxアドオンで非多様体・交差チェック→修復。
- STLでエクスポート。
コツ
- FDM印刷なら「最薄肉 ≥ 1.2–1.6mm」「最小穴径 ≥ 2.0–3.0mm」などの実寸をPromptに入れると崩れにくい。
- 有機形状はそのまま、機械要素(穴・ボス)はBlender/ CADで後追い修正。
2) 画像1枚 → 3D(正面写真しかないとき)
用途:シルエット重視の簡易立体化(公差部品には不向き)
代表ツール
- TripoSR(OSS / Webサービス有):単一画像→メッシュ。
- Meshy “Image to 3D”:写真1枚からGLB/OBJ。
- Wonder3D 系(研究実装多数):単枚からテクスチャ付き立体。
手順(TripoSR系の共通フロー)
- 背景が単純な正面写真を用意(被写体は画面の70%程度、ブレ無し)。
- 画像を投入→GLB/OBJ取得。
- Blenderでスケール・厚み調整・穴空け等を追記。
- Remesh(Voxel/Quad)でトポロジを整え、Decimateで三角形数を適正化。
- 非多様体修正→STL出力。
コツ
- 横・背面が推測になるので、実用部品には使わない。意匠・フィギュア寄りに。
3) 写真/動画多数 → 3D(フォトグラメトリ/NeRF)
用途:現物の実寸再現、複雑形状の高忠実度キャプチャ
代表ツール
- Polycam / KIRI Engine(iPhone/Android, LiDAR対応機種なら精度UP):写真/動画からメッシュ化。
- Apple Object Capture(macOS, RealityKit):カメラ一式の写真→3D。
- Metashape / RealityCapture(デスクトップ):高品質。
- Nerfstudio(OSS):NeRF/GSで再構成→メッシュ抽出も可。
手順(スマホ→Polycam例)
- 均一光で対象の全周を撮影(上・下・斜めを含め60〜100枚目安)。
- Appで再構成→メッシュ化→スケール設定(基準スケール棒や定規を1枚入れておくと正確)。
- メッシュをGLB/OBJ/STLで書き出し。
- Blenderで穴埋め・厚み付け(スキャンは薄い)→非多様体修正。
- 必要ならCADへリトポしたベース形状を持ち込み、寸法基準で再構築→STL。
コツ
- マット面・均一照明・背景コントラストで精度向上。
- テクスチャはSTLに乗らないため、色より形状を最優先に撮影。
4) 図面/スケッチ → 3D(寸法厳守の部品に最適)
用途:ネジ、筐体、ブラケットなど公差が重要なもの
代表ツール
- Fusion 360:スケッチ→拘束→押し出し。AIは主に「形状提案・自動フィレット/肉抜き」補助レベル。
- Onshape(Web CAD):共同編集に強い。
- OpenSCAD:パラメトリックに最適。数値で一発再生成。
- Blender+CAD Sketcher:Blender内で拘束スケッチ→モデリング。
手順(OpenSCADで“パラメトリックSTL”例)
- 変数で主要寸法(幅・厚み・穴径・ピッチ等)を定義。
- CSGでブロック→差し込み→丸めを記述。
$fnで曲面分割数を調整(滑らかさと重さの両立)。F6レンダ→STL書き出し。- Cura等でトライ→寸法が外れたら変数だけ変えて再出力。
コツ
- ネジなどJIS/ISO寸法は数式化しておくと流用が楽。
- 穴径はFDMなら設計値+0.2〜0.4mmを初期値に。
5) AI×Blender/CADの“後処理”レシピ(全ルート共通)
- スケール:mm基準に変更(Blender:Unit→Metric、Scale=0.001→Apply)。
- 法線:全選択→
Shift+Nで外向き。 - 肉厚:
Solidifyで最薄1.2–1.6mm(FDM 0.4ノズル想定)。 - 修復:3D Print ToolboxでNon-Manifold/Intersect修正。
- 簡略化:
Decimateで三角形数を適正化(10万→2〜3万程度を目安)。 - 分割:オーバーハング大きい所は分割→ダボ/ネジで合体。
6) どれを選ぶ?クイック早見表
- アイデア造形(見た目重視):Meshy / Luma → Blender → STL
- 写真1枚しかない:TripoSR / Meshy(Image→3D) → Blender → STL
- 現物を正確に再現:Polycam / Object Capture / Metashape → Blender/CAD → STL
- 寸法ガチガチの部品:OpenSCAD / Fusion 360(AIは補助)→ そのままSTL
7) 最初のプロジェクトでの“具体テンプレ”
例:M6ナット風の装飾パーツ(実ネジは後でタップ)
- Meshyで「M6サイズの六角ナット風チャーム、外寸…、角はR0.5、厚み2.5mm」などと指示→GLB出力。
- Blenderで対辺寸法を実測合わせ、中心に下穴5.0mmを差し込み。
- Solidifyで肉厚、3D Print Toolboxでエラー修正→STL。
- Curaでレイヤー0.2mm、外壁3、本体PETGで試作→現物合わせ。
- きつければ下穴+0.2、緩ければ-0.1調整→再出力。
必要なら、あなたの用途に合わせてどのルートを使うかと、Meshy/Polycam/OpenSCADの具体プロジェクトファイル雛形(例:OpenSCADのパラメトリックコード)までこの場で用意します。
「作りたい物・概ねの寸法・プリンタ/素材(PLA/PETG/ABS等)」を教えてください。
GPT-5とは別のツールを使えば、3Dモデルのデータが作成でき、3Dプリンタで印刷できそうなことが確認できたが、GPT-5ではできないらしい。
Meshyなどの別ツール(CADソフト以外)を調べたところ、フィギュアや彫刻等の複雑な3Dモデルを紹介しているものが多く、それらは、別ツールで3Dモデルのデータを作成してBlender でSTL化するものであった。本記事の趣旨はGPT-5でSTLファイルまで作成する例を紹介することなので、本記事では別ツールは検討しないこととした。